0 грн.
Зробити замовленняЯк правильно шліфувати болгаркою?

Шліфування болгаркою різних матеріалів зазвичай здійснюється перед їх оздобленням фінішним покриттям або іншою подальшою обробкою. Такі роботи проводять як з окремими деталями або елементами, так і з досить великими поверхнями. Найчастіше вони належать до категорії чорнових, оскільки результати потім будуть приховані під час наступних операцій.
Сам процес досить трудомісткий для оператора, тому так важливо підходити до правильного вибору інструменту та оснащення до нього. Від цього залежить, наскільки ви зможете збільшити швидкість та комфорт шліфування. Зазвичай у таких заходах використовуються алмазні шліфувальники - фрези, оснащені абразивними сегментами - крихтою із надміцних штучних алмазів. Найчастіше встановлюються вони на болгарки, які добре проявляють себе на порівняно невеликих ділянках обробки. Якщо потрібно відшліфувати великі площі, з цим краще впорається промислова шліфувальна машина. У будь-якому випадку весь цей інвентар, у тому числі різні чашки, черепашка, алмазні круги ви можете придбати з доставкою в Україні (у Києві, Дніпро, Харків, Луцьк, Львів та інші н.п.), звернувшись в інтернет-магазин інструментів та обладнання “Промтовари”. Тут ми поговоримо про шліфування ручними знаряддями праці.

Яка КШМ підходить найкраще для шліфування?
Найпоширеніший тип ушм для шліфування має діаметр 125 мм. Також майстри активно використовують інструмент для шліфування більшого розміру - 150, 180 або 230 мм, на які встановлюється насадка 125 мм - збільшення ваги техніки сприяє стабілізації фрези при впливі на об'єкт, що знижує навантаження на руки при утриманні приладу.
Ось на які критерії слід звертати увагу в першу чергу при підборі оптимальної моделі для виконання своїх завдань:
- Потужність. Це залежить від продуктивності пристрою. Оскільки найчастіше доводиться обробляти порівняно великі простори, малопотужні (отже і низькопродуктивні) пристрої тут не будуть хорошим помічником. Потужність КШМ 125 для цих цілей повинна починатися з 1,2 кВт, але оптимальніше використовуватиме апарати від 1,4 кВт - це суттєво впливає на оперативність виконання завдань та довговічність розхідників.
- Швидкість обертання. Оскільки вона завжди використовується на максимальних значеннях, у цьому випадку регулювання кількості обороти не є важливою функцією. Вона використовується рідко, при обробці специфічних об'єктів. Для таких завдань вибираються агрегати, що видають від 11000 об/хв.
- Тип харчування. Є два варіанти:
- Акумуляторні - не рекомендуються для виконання таких операцій, як вирівнювання бетону болгаркою або інших об'ємних робіт, оскільки вони часто не мають ні потужності, ні оборотів. При цьому доводиться частіше заряджати акумулятори, які при тривалому та інтенсивному навантаженні дуже швидше розряджаються.
- Мережні - кращий варіант, недоліки якого полягають лише у прив'язці до джерела живлення. Іноді для цього потрібний подовжувач, а протягнуті дроти не сприяють зручності процесу.
- Виробник. так як привід агрегату сильно навантажується, він має оптимально сприймати такі умови без негативних наслідків. Тому не варто в цьому випадку гнатися за дешевизною – краще купувати обладнання дорожче, але перевіреного бренду, строк служби якого буде гарантовано компанією-виробником. Зрештою, це призводить до економії ваших коштів.
Визначившись із важливими критеріями підбору КШМ, можна переходити до освоєння майбутніх операцій з шліфування різних поверхонь.
Етапи роботи
Власне, слід говорити не так про етапи, як про різні заходи, що входять до загального поняття шліфування. Відразу зауважимо, що такі операції нечисленні, оскільки більшість робіт проводяться за допомогою ріжучої оснастки. Ось що входить до цієї категорії:
- Вирівнювання стяжки болгаркою. Виконується в будь-якому випадку, на свіжозалитих або старих підлогах зі звичними для колишніх будівель огріхами - в будь-якому випадку чекати ідеальної рівності від них не доводиться, це швидше виняток, ніж поширеним явищем. Вирівняти їх можна лише за допомогою шліфування.
- Видалення напливів після зняття опалубки. Вони часто стають видно на стелях, стінах, сходах, основах тощо. після демонтажу допоміжних конструкцій. Для усунення цих дефектів можна використовувати лише шліфувальне оснащення, оскільки акуратно зрізати такі напливи дуже складно.
- Підгонка віконних та дверних отворів. Вона потрібна, тому що одразу вирізати під заданий розмір дуже складно. Щоб точно відповідати заданим розмірам, до роботи включається цей етап.
- Видалення старого фінішного покриття - лаку, фарби тощо. На шар з більшості лакофарбових матеріалів не можна укладати плитку та іншу фінішну обробку, яка фіксується за допомогою розчинів, що клеять. Для його зняття використовуються будівельні фрези.
- Художнє шліфування. Тут потрібна особлива чистота обробки. Через те, що обробці піддаються зовсім різні об'єкти, це саме той випадок, коли необхідна КШМ із регулюванням швидкості обертання. При цьому підбираються спеціалізовані насадки.

Матеріал для обробки
Більшість операцій здійснюються на бетоні, але він буває різних марок, від чого залежить щільність, міцність та інші якості складу. Наприклад, свіжа стяжка відрізняється досить високою абразивністю, внаслідок чого відбувається зношування сегментів. А склад високої марки низькоабразивний, але має велику щільність, тому шліфується на малих оборотах. Крім того, є й інші, у тому числі дуже міцний матеріал, які мають відмінні властивості та, відповідно, потребують спеціалізованої обробки. Власне, є два фактори, від яких залежать особливості ефективного шліфування – це твердість будівельних матеріалів та абразивність, які залежать один від одного: чим твердіший склад, тим він менш абразивний, і навпаки. Нижче наведено таблицю, де всі оздоблювальні будматеріали поділені на три основні категорії за абразивними властивостями.

З цього можна зробити висновок, що найпоширеніші об'єкти для шліфування мають абразивність у межах 40-80%. Знаючи, з яким саме доведеться мати справу на об'єкті, можна вибирати, чим шліфувати газобетон, цегляну кладку або залитий на підлозі шар.
| Ступінь абразивності,% | Матеріал | Частота застосування | |
|---|---|---|---|
| Низкоабразивні тверді | 5-10 | Агат, яшма, сапфір, кварц, онікс | Низька |
| 10-30 | Керамограніт 4-5 групи зносостійкості, | Середня | |
| Керамограніт 1-3 групи, тверді та середні граніти, кварцити, бакор литий, клінкерна цегла | Висока | ||
| 30-40 | Базальт, габро, граніти м'які | Низька | |
| Середньоабразивні | 40-45 | Важкий дрібнозернистий та гідротехнічний бетон | Низька |
| Особливо важкий армований бетон | Висока | ||
| 45-60 | Керамічні тверді вогнетривкі труби, середньоармований бетон | Середня | |
| 60-70 | Шифер, бетонні труби, слабоармований бетон | Висока | |
| 70-80 | Черепиця бетонна, цегляна стіна | Середня | |
| Штукатурка, силікатна цегла | Низька | ||
| Черепиця керамічна, цегла шамотна, вогнетриви абразивні | Висока | ||
| Високоабразивні м'які | 85 | піщаник абразивний, піно- та газобетон | Середня |
| 90 | Цементно-піщана стяжка | Низька | |
| 95 | Свіжоукладений бетон | ||
| 100 | Асфальт | ||

Підбірка витратного інструменту для шліфування
Ось на які критерії фахівці звертають увагу насамперед:
- ресурс - на яку площу (вимірюється у квадратних метрах) розрахована насадка;
- швидкість фрези - оптимальне значення, як зазначено вище, вибирається, виходячи з властивостей поверхні, що обробляється.
Продемонструємо взаємозалежність цих параметрів на прикладі модельного ряду бренду Дістар:
| Модель | Швидкість, м2/год | Ресурс, м2 |
| Expert | 4,5 | 450 |
| Rotex | 6,5 | 650 |
| Raptor | 10,5 | 300 |
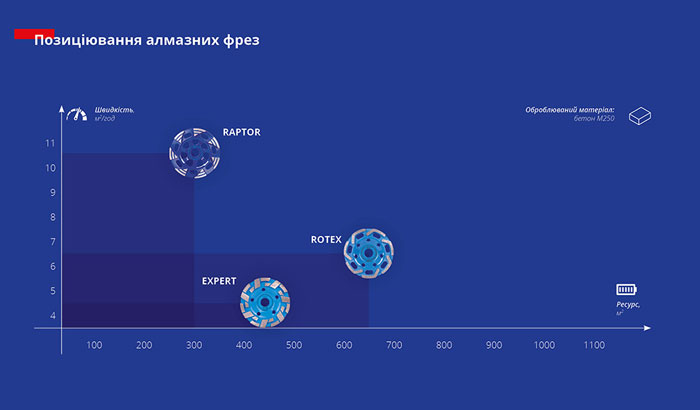
Це дані під час роботи з бетоном марки М250. Як бачимо, сама швидкісна насадка має і найменший ресурс.
Вивчаючи, як правильно шліфувати бетон, ми дізнаємося, що важливий розмір ріжучих зерен. Найбільші потрібні для грубого обдирання, для попереднього вирівнювання потрібні зразки із середнім розміром, і для чистота полірування застосовуються вироби з найдрібнішою крихтою абразиву.
Також варто врахувати вагу оснастки, що дуже важливо при обробці стелі – тримати важчий інструмент на витягнутих руках набагато складніше. Вироби можуть відрізнятися за масою один від одного більше ніж на 60%. Розглянемо докладніше значні характеристики різних фрез від наступних виробників:
- Distar:
- Raptor - 355 г, найкраще підходить для стель та інших висотних просторів, для взаємодії з якими потрібно тримати КШМ на витягнутих руках. Втома оператора також мінімізується за рахунок високої продуктивності круга, що прискорює процес виконання операцій. Це особливо важливо для обробки окремих елементів у важкодоступних місцях.
- Rotex - 420 г, складений із сегментів, виконаних у формі бумерангу, має отвори для полегшення ваги, охолодження та покращення пиловідбору при експлуатації з підключенням малопотужного пилососу.
- Expert - 550 г, найважча, найоптимальніше її встановлювати на обладнання для вирівнювання бетонної підлоги. З переваг - доступність (найдешевший варіант з лінійки) та хороша площинність за рахунок великої площі алмазоносного шару.
- Baumesser:
- Beton Pro та Beton Uni - оптимальне рішення для робіт невеликого обсягу. У такому разі їх невеликий ресурс дуже ефективно нівелюється найдоступнішою ціною. За необхідності періодично здійснювати операції з невеликим навантаженням немає сенсу витрачати кошти на придбання дорогих розхідників - підійдуть і бюджетні.

Знання всіх цих факторів, що впливають на оптимальність застосування, дозволить зробити найоптимальніший вибір. Але необхідно враховувати такий нюанс - поєднати в одному виробі комфорт, оперативність та дешевизну виходить далеко не завжди. Все залежить від конкретних завдань та цілей.
Робота без пилу?
З усіх видів алмазної обробки з найбільшим утворенням пилу пов'язані саме шліфувальні роботи. Залежно від оброблюваної площі вона накопичується кілограмами, котрий іноді десятками кілограмів. Це шкідливо впливає на дихальні органи, істотно погіршує умови праці (огляд тощо.), і навіть помітно ускладнює прибирання. Все це впливає на трудомісткість та оперативність проведення заходів. Тому потрібне застосування додаткового обладнання. Якщо зі підлогою ще якось можна обійтися, то шліфування стелі з будівельним пилососом просто обов'язкове. Для з'єднання двох пристроїв використовуються спеціальні насадки. Пиловідбір ефективніше проводиться при встановленні фрез Rotex і Raptor - завдяки особливій конструкції дисків, що дозволяє приєднувати навіть малопотужну техніку.

Зменшилася продуктивність. Що робити?
Постійний контакт із низькоабразивним матеріалом, полотно може “засолюватись” (зашліфовуватись). Це знижує ефективність та уповільнює процес. Часткова втрата працездатності усувається досить просто за рахунок пошарового розташування алмазів у фіксуючій речовині. При виході з ладу зовнішнього шару досить зняти зовнішню частину зв'язки, під якою відкриваються нові ріжучі сегменти. Це відновлює ріжучу здатність та поверне колишню швидкість обробки.
Для “розкриття” фрези достатньо попрацювати з нею на високоабразивних предметах - піщанику, асфальтовому покриттю, свіжому бетоні, газо- та пінобетоні.
Підбиваємо підсумки
Висновок із вищесказаного - при виборі КШМ потрібно враховувати вагу, потужність та кількість оборотів. А при підборі фрези слід звертати увагу на швидкість, ресурс та масу виробу. Вони повинні підходити під ваші завдання та обсяги. Для збільшення комфорту та різних можливостей варто придбати кілька різних фрез- для всіх можливих випадків та варіантів.
18.01.2024 11:21:55
Коментарі: 0
Перегляди: 1351
Коментарі

















